In order to improve the efficiency of diamond grinding wheels, it is necessary to regularly dress them after using for a period of time. Now we will briefly introduce the dressing methods for diamond grinding wheels.
1. Grinding dressing method
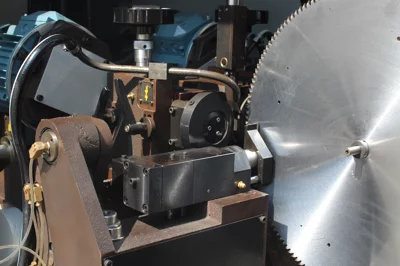
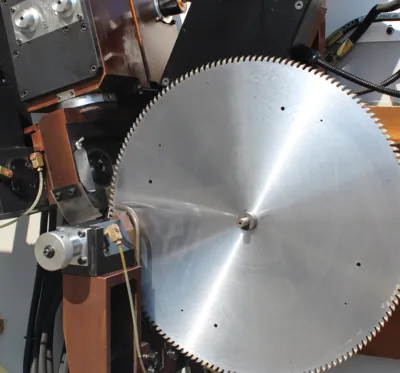
1.1 The principle of grinding dressing method is to grind the diamond grinding wheel with a common abrasive wheel while it rotates. The common abrasive wheel not only rotates but also moves forward. The abrasive grains on the surface of the diamond grinding wheel slowly rotate under the friction force, exerting pressure on the metal binder and causing cracks in the binder. With continuous friction, the cracks in the binder further expand, eventually causing the binder to break and the dull diamond particles to fall off, revealing sharp diamond particles and achieving the purpose of dressing.
1.2 Characteristics of grinding dressing method: The main advantages of grinding dressing method are simple structure, convenient operation, short dressing time, stable grinding speed, and low grinding cost. However, the dressing process involves impact, resulting in low dressing efficiency, poor dressing accuracy, a high amount of abrasive grain detachment, and difficulty in controlling the shaping quality. It is mainly used for dressing ceramic and resin-bonded diamond grinding wheels.
2. Soft elastic dressing method
2.1 The principle of soft elastic dressing method is to wrap the sanding belt around the belt wheel during dressing. The diamond grinding wheel rotates at high speed while the belt wheel rotates slowly, causing the sanding belt to move slowly on the wheel. By utilizing the contact force between the sanding belt and the wheel, the binder between the abrasive grains on the surface of the diamond grinding wheel is effectively removed, achieving the purpose of dressing.
2.2 Advantages of soft elastic dressing method: Compared with other dressing methods, the soft elastic dressing method is more suitable for dressing metal-bonded diamond micro-powder grinding wheels. These grinding wheels have both plasticity and high hardness, making them difficult to dress. The conventional dressing tools quickly wear out their abrasive grains and the debris space is easily blocked, preventing further dressing. However, when using the soft elastic dressing method with sanding belts as dressing tools, fresh sharp abrasive grains are always in contact with the grinding wheel, creating a good dressing environment. The binder between the abrasive grains on the surface of the diamond grinding wheel is effectively removed, and the dressing force is relatively small, resulting in a high-quality ground surface.
3. Spark-out dressing method
3.1 Principle of spark-out dressing In this method, during the dressing process of the diamond grinding wheel, the grinding wheel rotates at high speed. The positive pole of the diamond grinding wheel connects to the power source, and the tool electrode connects to the negative pole of the power source. Grinding coolant is sprayed between the diamond grinding wheel and the tool electrode. Voltage is applied between the tool electrode and the diamond grinding wheel, and spark discharge occurs between the metal bond of the grinding wheel and the dressing electrode. The high temperature generated by the instantaneous discharge causes the metal bond agent to vaporize, effectively removing the metal bond agent on the surface of the grinding wheel and fully exposing the diamond abrasive grain, achieving the dressing of the grinding wheel.
3.2 Characteristics of spark-out dressing This method can achieve online dressing, making it easy to ensure the grinding accuracy of the grinding wheel. The grinding force of the dressed grinding wheel is small, the shaping accuracy is high, and shaping and sharpening can be completed simultaneously. However, the shaping speed is slow, and the spark discharge during spark-out dressing of the diamond grinding wheel can change the performance of the abrasive grains due to the high discharge temperature. Effective control of the surface temperature of the grinding wheel is the key to spark-out dressing of diamond grinding wheels.
4. Laser dressing method
4.1 Principle of laser dressing method The laser dressing method utilizes an optical system to focus the laser beam into a small spot on the surface of the grinding wheel. Except for a small amount of laser that is reflected, the majority of the laser is absorbed by the metal bond agent, rapidly increasing the temperature. This leads to the gasification and removal of the metal bond agent in the area irradiated by the laser beam. The removal of the binder material usually goes through several processes: irradiation, absorption, heating, and gasification. During laser dressing of the grinding wheel, by properly controlling the laser power and density, both the diamond abrasive grains and the binder material on the surface of the grinding wheel can be simultaneously removed, achieving the goal of shaping the diamond grinding wheel. By adjusting the laser processing parameters, the binder material on the surface of the grinding wheel can be selectively removed, allowing the diamond abrasive grains to have a protruding height, achieving the goal of sharpening the grinding wheel.
4.2 Advantages of laser dressing method The laser dressing method is a non-contact dressing method. During dressing, there is no mechanical force or loss of dressing tools. The laser has a short action time and a small action area, causing no damage to the diamond abrasive grains and the binder material, ensuring the grinding performance of the grains. The dressing efficiency is high. The disadvantage is that the dressing process is more complex and costly.

5. Electrolytic dressing method
5.1 Principle of electrolytic dressing method The electrolytic dressing method is mainly used for metal bond diamond grinding wheels. During electrolytic dressing, the metal bond grinding wheel is connected to the positive pole of a DC power source as the electrolytic anode, and the tool electrode is connected to the negative pole of the DC power source as the electrolytic cathode. An electrolytic coolant with electrolytic properties is sprayed between the anode and the cathode as the electrolyte. This forms an electrolytic circuit consisting of the diamond grinding wheel, the electrolyte, the tool electrode, and the power source. During dressing, the electrolyte fills the gap between the cathode and the anode. The current flows from the grinding wheel through the electrolyte to dress the grinding wheel. Under the action of the electrolyte, the metal components of the metal bond on the surface of the diamond grinding wheel dissolve into the electrolyte and combine with hydroxide ions in the electrolyte to form tiny solids that are carried away by the flowing electrolyte. This greatly reduces the bonding strength of the metal bond agent on the surface of the diamond grinding wheel. At this point, using mechanical dressing can greatly improve the dressing performance. Therefore, electrolytic dressing is a composite dressing method mainly based on electrochemical action and supplemented by mechanical action.

5.2 Characteristics of electrolytic dressing method The electrolytic dressing method can conveniently achieve online electrolytic dressing of metal bond diamond grinding wheels. Shaping and sharpening can be completed simultaneously, and it is easy to control the cutting state on the surface of the diamond grinding wheel. The advantages of dressing diamond grinding wheels with electrolytic method are short dressing time and low grinding heat. This avoids the decrease in the service life of the grinding wheel caused by the carbonization of abrasive grains due to excessive dressing temperature. The disadvantage is that the shaping accuracy of the electrolytic dressing method is not high, and the dressing cost is high. The process is also more complex.
With years of hands-on experience, I have honed my skills in navigating the complexities of global commerce, offering invaluable insights and solutions to address customer needs. My commitment to excellence and dedication to customer satisfaction ensure that I deliver exceptional service, guiding clients through every step of the trading process with confidence and proficiency.
You may also like
Related News

Latest Update

Hard alloy saw blade series - Part Seven
Aug 01, 2024
Hard alloy saw blade series five
Jul 18, 2024