The diamond sand wheel grinding round saw blade cannot be ignored by factors analysis

Share to : 



1. Resin-bonded diamond grinding wheels have a weak bonding strength, which results in good self-sharpening performance during grinding. They are less likely to clog, have high grinding efficiency, low grinding force, and low grinding temperature. However, they have poor wear resistance and high tool consumption, and are not suitable for heavy load grinding.
Ceramic-bonded diamond grinding wheels have better wear resistance and bonding ability than resin-bonded ones. They have sharp cutting edges, high grinding efficiency, are less likely to generate heat and clog, have low thermal expansion, and are easy to control precision. However, they yield coarser grinding surfaces and have higher costs.
Metal-bonded diamond grinding wheels have high bonding strength, good wear resistance, low wear, long lifespan, low grinding cost, and can withstand higher loads. However, they have poor sharpness and are prone to clogging.
2. The granularity of the abrasive has a certain impact on the clogging and cutting amount of the grinding wheel. Compared with fine grit, coarse grit has a greater cutting depth and higher grit wear at the cutting edge, while the grinding wheel is more likely to clog.
3. The hardness of the grinding wheel has a significant impact on clogging. A high hardness grinding wheel has a high thermal conductivity coefficient, which is not conducive to surface heat dissipation. However, it helps improve processing precision and durability.
4. The selection of grinding wheel concentration is an important characteristic that greatly affects grinding efficiency and processing cost. A concentration that is too low will affect efficiency, while a concentration that is too high will cause the abrasive grains to fall off. The optimum concentration range depends on the bonding agent.
5. The grinding wheel linear speed has a complex effect. As the linear speed of the grinding wheel increases, the maximum cutting depth of the abrasive grains decreases, while the number of cutting passes and the grinding heat increase. However, higher linear speed results in smoother grinding surfaces. For general alloy circular saw grinding wheels, a linear speed of 28m/s provides the best grinding effect.
6. The radial cutting amount of the grinding wheel has an impact on the surface quality and precision of the workpiece. A larger radial cutting amount can cause the grinding wheel to generate arcs and unevenness, making it difficult to grind blade edges and achieve good angles.
7. The feed speed of the grinding wheel should be controlled within 0.5-6mm per second to achieve better grinding results. When the grinding wheel feed speed is greater than 6mm per second, it will cause clogging and severely affect the quality of the tool as the alloy scrapes off the abrasive grains during movement. It also results in significant waste of the grinding wheel.

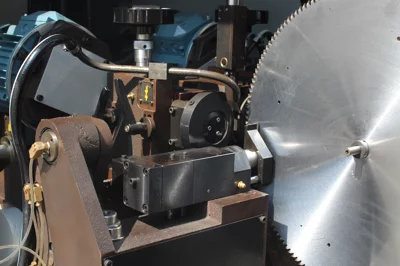
DM100 face and top grinding machine
8. The thickness and width of the grinding wheel have an impact on tool grinding. For higher hardness alloys, it is not suitable to use excessively thick grinding wheels. The general control principle for thickness and width is within 5mm. For face grinding wheels, the tooth density thickness should be in the range of 1.5mm to 2.5mm, and the width should be in the range of 2.5mm to 4mm. Otherwise, it will affect tool removal and result in two cutting edges. For back grinding wheels, the thickness should be 5mm, and the width should be 3mm or 5mm, depending on the tooth density.
9. The diameter of the grinding wheel depends on the thickness of the alloy. For alloys below 2mm, the general diameter of the grinding wheel is about 80mm. For alloys with a thickness of 2.5mm to 3.5mm, the diameter of the grinding wheel is about 100mm. For alloys with a thickness above 3.5mm, a diameter of about 125mm is suitable. For front and back grinding wheels, a diameter of 125mm is generally selected.
10. Grinding wheel dressing: Currently, diamond grinding wheels are generally not dynamically balanced when they leave the factory, and rarely require dressing. Before using front and back grinding wheels, use a silicon carbide grinding wheel to ensure a smooth state, and lightly move in a figure-eight pattern to dress the diamond grinding wheel and achieve better grinding results.
With years of hands-on experience, I have honed my skills in navigating the complexities of global commerce, offering invaluable insights and solutions to address customer needs. My commitment to excellence and dedication to customer satisfaction ensure that I deliver exceptional service, guiding clients through every step of the trading process with confidence and proficiency.
You may also like
Related News

How to determine if a saw blade needs sharpening
Apr 04, 2024
Methods for dressing diamond grinding wheels
Apr 07, 2024Latest Update

Hard alloy saw blade series - Part Seven
Aug 01, 2024
Hard alloy saw blade series five
Jul 18, 2024