一、Operation Procedure
1. Turn on the power switch and hydraulic pressure.
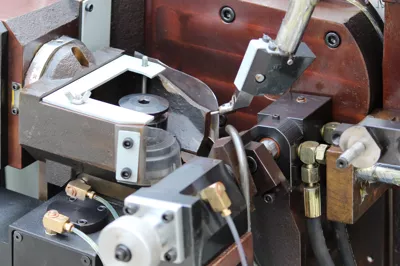
2. Check if the grinding wheel is worn. If there is wear, the grinding wheel needs to be repaired.
3. Start the machine and let it run idle for two minutes to check if everything is normal.
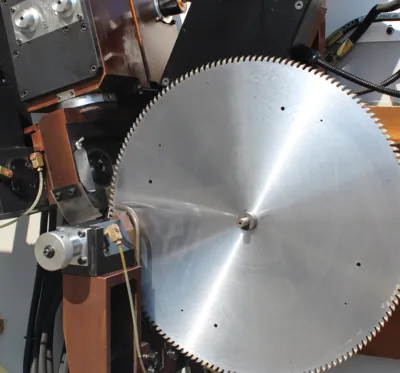
4. Measure the thickness of the saw blade and adjust the center position (meaning whether the center line of the saw blade aligns with the center of the grinding wheel).
5. Select a suitable core sleeve according to the inner hole of the saw blade (the gap between the inner hole and the core sleeve meets the tolerance requirements).
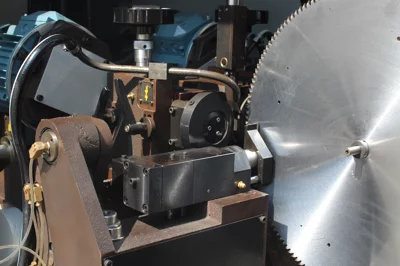
6. Mount the saw blade on the push rod, adjust the tooth picker, loosen the handwheel screw, and then adjust the tooth picker to the appropriate distance from the height of the alloy. After adjustment, tighten the handle screw (to avoid picking the wrong tooth, generally at the center of the tooth surface).
7. Start manually adjusting the grinding wheel to pass through the alloy. (Do not touch the next tooth) then lock the travel, adjust the tooth profile according to the type of tooth to be processed.
8. Start the automatic processing of the saw blade, and after processing, take it to the projection board to check the angle. If the angle matches the drawing, use a dial gauge to measure the protrusion of each tooth top, the symmetry between tooth and tooth, and whether the jump between tooth and tooth meets the requirements. If it does not meet the requirements, notify the relevant person in charge immediately to check the accuracy of the equipment, and only after repairing the problem can it be used again.
9. Ensure that there is enough grinding fluid spraying on the contact surface of the grinding wheel and the alloy during grinding.


二、Process requirements, quality control requirements
1. The top should be ground into one flat surface.
2. The angles on both sides of the stepped teeth should be symmetrical or ±0.02°.
3. When grinding the stepped teeth, the stepped teeth should be 0.2mm-0.25mm higher than the flat teeth.
4. When grinding left and right, the left and right teeth should be 0.15mm higher than the flat teeth (left and right sides should be the same).
5. Tolerance of jump for the same tooth type outer diameter: ±0.03mm.
6. Determine the feed rate based on the roughness of the grinding wheel.
三、Maintenance precautions
1. Equipment must be cleaned before and after work.
2. If any abnormal noise is heard during equipment operation, stop the machine immediately for inspection. The equipment can only be operated again after the fault is cleared.
3. Lubricate all lubrication points. Each time oil is added, the new oil added should press out the waste oil.
4. Check if the hydraulic oil level is near the minimum level line, if not, immediately add hydraulic oil.
5. Clean the water tank and water pump when changing the grinding fluid.
6. Regularly check the accuracy of the equipment. If it does not meet the requirements, stop the machine immediately for maintenance. After repair, the equipment can be used again.
7. Unused saw blade core sleeves should be coated with rust-proof oil for storage.
8. The suction cup must be cleaned thoroughly before use.
With years of hands-on experience, I have honed my skills in navigating the complexities of global commerce, offering invaluable insights and solutions to address customer needs. My commitment to excellence and dedication to customer satisfaction ensure that I deliver exceptional service, guiding clients through every step of the trading process with confidence and proficiency.
Related Topics:
grinding machine -top grindingYou may also like
Related News
Latest Update

Hard alloy saw blade series - Part Seven
Aug 01, 2024
Hard alloy saw blade series five
Jul 18, 2024