Factors that cannot be ignored in the grinding process of circular saw blades
Share to : 



1. When there are inherent defects in the substrate such as large deformation.
Inconsistent thickness, and large inner hole tolerances, regardless of the type of equipment used, grinding errors will occur. Large deformation of the substrate leads to deviation in the angles on both sides, and large inner holes in the substrate lead to deviation in the radial runout. Inconsistent thickness of the substrate leads to deviation in the back angle and pre-angle. If there is excessive cumulative geometric deviation, the quality and precision of the saw blade will be seriously affected.
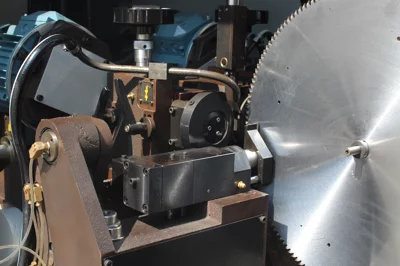
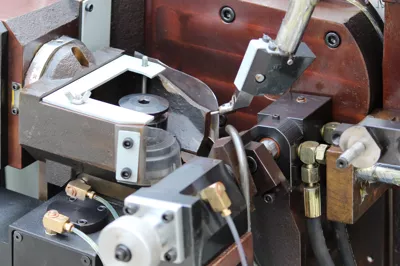
2. The structure of the grinding machine affects the tooth grinding.
The quality of tooth grinding for alloy circular saw blades depends on the machine structure and assembly. Currently, there are two types of machines in the domestic market. One type is the Dongguan Lingbang Machinery type, which uses vertical grinding. It has the advantages of using hydraulic continuous motion and V-guide and ball screw in the entire feed system. The grinding head or arm adopts slow feeding and fast retraction. The clamping cylinder adjusts the center, and the support plate is flexible and reliable. It has precise tooth positioning and automatic centering. It allows adjustable angles and reasonable cooling and flushing, achieving human-machine interface and high grinding accuracy. The other type is the current horizontal type, such as Taiwanese and Japanese models. Mechanical transmission in these models has poor accuracy due to gear and mechanical clearance, low stability of the clamping device, difficulty in adjusting the center of the support plate, unreliable tooth disengaging mechanism, grinding of the flat sides and left and right back angles not in the same center, resulting in large deviations and difficult control of angles, and large mechanical wear with difficulty in ensuring precision.
3. Welding factors: when welding.
the alloy has a large moderate deviation, which affects the grinding accuracy. This causes uneven pressure on one side of the grinding head and a different pressure on the other side. The same factors apply to the back angle. Welding angle differences and unavoidable human factors all have unavoidable effects on the grinding wheel and other factors during grinding.
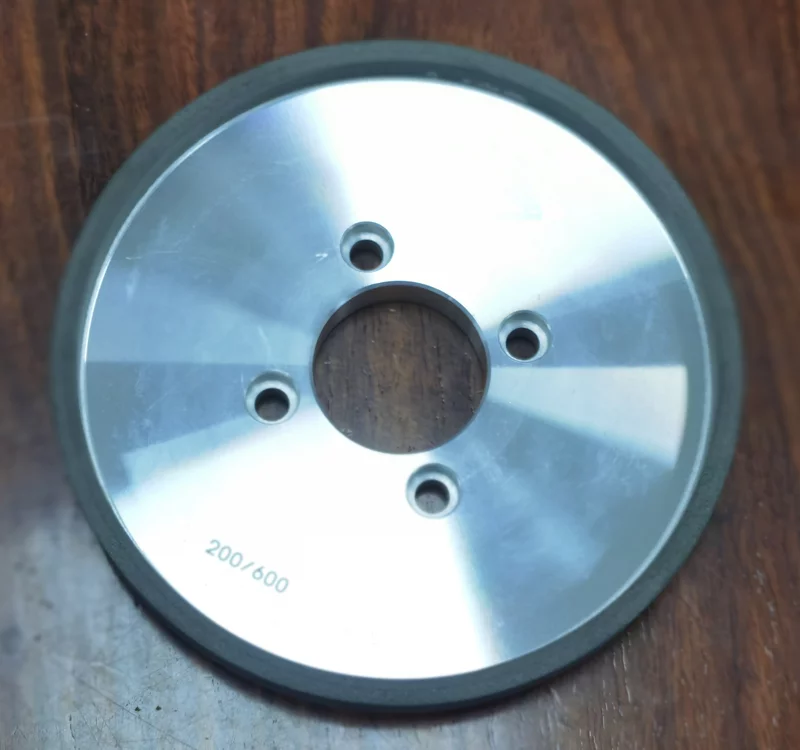
4. The quality and width of the grinding wheel grit affect the grinding.
When grinding the alloy chips with the grinding wheel, pay attention to the grit size. If the grit size is too coarse, grinding wheel marks will be produced. It is recommended to use grit sizes ranging from 180# to 240#. Do not use grit sizes from 280# to 320#. Otherwise, the feed speed needs to be adjusted.
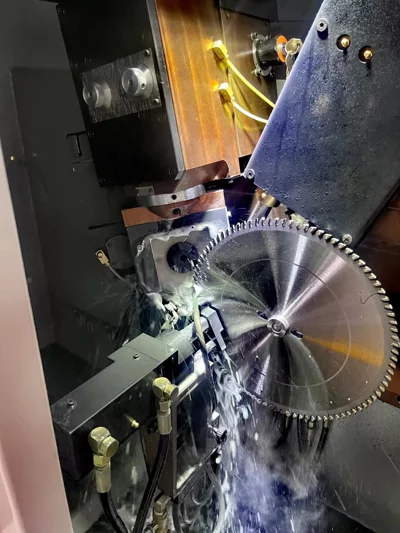
5. The feed speed of the grinding head is crucial in determining the quality of grinding for alloy circular saw blades.
Typically, the feed speed should not exceed 6 mm/second. That is, it should be within 20 teeth per minute. Excessive feed speed, exceeding 20 teeth per minute, will result in serious blade collapse or burning, which affects the precision of tooth grinding and wastes the grinding wheel.
6. The feed amount of the grinding head is extremely important and depends on the grit size of the grinding wheel.
Generally, it is recommended to use grit sizes from 180# to 240#. For extremely fine grit sizes, use 240# to 280#. Do not use grit sizes from 280# to 320#, otherwise the feed speed needs to be adjusted.
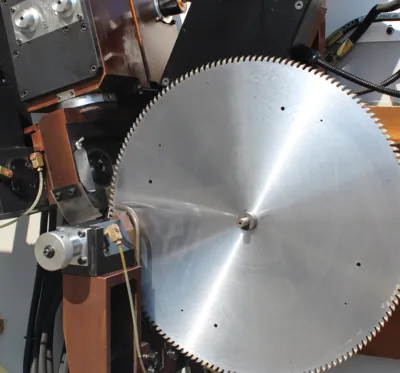
7. The grinding center should be aligned with the substrate when grinding the saw blades.
It should not be aligned with the cutting edge. The flat grinding center cannot be obtained. The back angle and pre-angle of a blade cannot be well ground using a processing center. The center of the grinding should not be overlooked in the three grinding processes. When grinding the side angle, the thickness of the alloy should still be carefully observed. The grinding center changes with the thickness. No matter what the thickness of the alloy is, the center line of the grinding wheel during grinding the side should be in a straight line with the welding position. Otherwise, it will cause angle differences and affect the cutting.
8. The tooth disengaging mechanism should not be overlooked.
Regardless of the structure of the grinding machine, the accuracy of the tooth disengagement design is related to the quality of the tool. When adjusting the machine, the disengagement needle should be pressed in the correct position on the tooth surface, and there should be no movement. It is crucial to have a flexible and reliable tooth disengagement mechanism.
9. The clamping mechanism should be solid.
stable, and reliable. It is a major part of the grinding tool quality. During grinding, there should be no looseness in the clamping mechanism; otherwise, there will be serious deviations and loss of control in tooth grinding.
10. The grinding stroke is very important regardless of which part of the saw blade is being ground. Generally.
It is recommended that the grinding wheel should extend beyond the workpiece by 1 mm or retract by 1 mm. Otherwise, it will affect other teeth.
11. Program selection.
grinding machines generally have three different programs for roughing, precision grinding, and polishing. The selection should be based on the requirements of the

With years of hands-on experience, I have honed my skills in navigating the complexities of global commerce, offering invaluable insights and solutions to address customer needs. My commitment to excellence and dedication to customer satisfaction ensure that I deliver exceptional service, guiding clients through every step of the trading process with confidence and proficiency.
Related Topics:
saw blade sharping machineYou may also like
Related News
Latest Update

Hard alloy saw blade series - Part Seven
Aug 01, 2024
Hard alloy saw blade series five
Jul 18, 2024